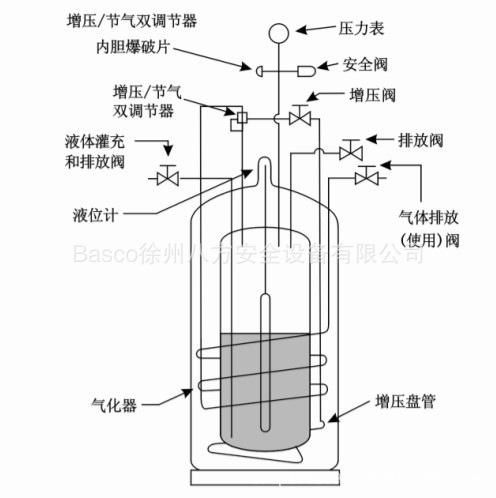
LNG杜瓦瓶组成构造
生产单元及组线模式 根据结构特点将绝热瓶内外层筒生产分开两条物流线生产,组装时汇总到公共物流线。基本模式如下: 1.内外筒独立生产 1.1.内筒 ---封头(外定制)检验---封头接管组焊(手工氩弧焊工位)---送到与筒身组对的位置(物料小车) ---定尺板(外加工或自加工)检验----卷圆(3轴卷板机,带小卷边直线段)---输送到纵缝焊接工位(物料小车)---纵缝自动焊(TIG,MIG或等离子焊工艺,根据筒身规格和壁厚定)---输送到与封头组焊的工位(物料小车)---环缝自动焊接(锁定卷边插接,MIG焊)----从操作者对面输送组焊结束筒体(辊道平台)-----清洗打压检验---放置在翻身小车上---包绝热层(专用绝热层缠绕工装)----与外筒身组对装配(缠绕机吊装工位上垂直与外筒身组对) 1.2外筒 ---定尺板(外加工或自加工)检验----卷圆(3轴卷板机,带小卷边直线段)---输送到纵缝焊接工位(物料小车)---纵缝自动焊(TIG,MIG或等离子焊工艺,根据筒身规格和壁厚定)---输送到与封头组焊的工位(物料小车)---环缝自动焊接(锁定卷边插接,MIG焊)----从操作者对面输送组焊结束筒体(辊道平台)---内壁焊接筒冷却盘管(气焊)----放置到翻身小车上----与内筒身组对(缠绕机吊装工位上垂直与外筒身组对) 1.3内外筒成品 组对好的工件安装外封头----环缝自动焊接(采用MIG焊)---放置在翻身小车上----平移工件到水平输送带上-----筒体封头外紧固件和提手焊接(手工氩弧焊)----检漏仪检查 ----包装入库 对于大的低温容器,物流线和纵环缝焊接基本共线生产,及物流输送小车,纵环缝焊接,外筒内壁自动焊接铜冷却盘管,筒体抛光,检验等,结合生产实际情况确定。一般按如下流程进行: 定制板料检验----移到卷圆工位---真空吸盘吊装到卷圆送料段---送料卷圆---移出卷圆筒体----纵缝焊接(采用等离子或MIG焊)---移出纵缝工位(内筒包绝热缠绕膜,外筒自动焊铜冷却盘管)----封头组对----环缝焊接----内外筒组焊结束-----封闭式抛光房进行外壁抛光---检漏仪检验—包装入库。 许润杜瓦瓶产品优势 ■安全更可靠 1、独特的支撑设计,强度更高; 2、优化结构设计,抗冲击力更强; 3、全不锈钢底座,坚固耐用; ■成本更节约 1、独特的夹层管路设计,减少导热; 2、先进的缠绕工艺,绝热性能更好; 3、独特的结构+独特的保温,使用年限更长; ■使用更放心 1、先进的设计理念和制造工艺; 2、严格的质保体系和检测方法; 3、引进欧洲WiFi焊接技术,焊接质量更高; 4、全套进口阀门,质量更可靠; 5、增压速度快,出液用气更稳定;